项目背景与需求分析
在某化工厂废水处理设备配套项目中,我们首先进行了详细的现场勘查与需求分析。该化工厂主要产生含有机物和悬浮物的工业废水,日处理量约为500立方米。客户要求处理后水质达到《污水综合排放标准》一级标准。我们勘查了现有管网布局、水质波动规律以及场地空间条件,发现原有处理设施老化严重,处理能力不足。通过采集多组水样进行实验室分析,我们掌握了COD、BOD、SS等关键指标的浓度范围,为后续工艺设计提供了准确依据。同时,与客户技术人员深入沟通,明确了生产周期与排水规律,确保方案能够适应实际工况。
在需求分析阶段,我们特别关注了客户的长期运营需求。客户希望设备不仅满足当前排放标准,还能预留一定余量以应对未来产能扩大。此外,客户对运行成本敏感,要求设备能耗低、维护简便。我们综合评估了多种工艺路线,初步确定采用“格栅+调节池+混凝沉淀+活性污泥法+深度过滤”的组合工艺。该工艺成熟可靠,对有机物去除效率高,且运行费用适中。我们还将自动化控制系统纳入方案,实现液位、流量、pH等参数的实时监控与自动调节,减少人工操作强度。这些前期分析为后续方案设计奠定了坚实基础。
方案设计与设备选型
方案设计阶段,设备选型是核心环节。我们依据水质分析结果和设计流量,对关键设备进行参数匹配。例如,提升泵的扬程和流量需满足调节池至反应池的输送要求;曝气系统需保证好氧池溶解氧浓度在2-4mg/L;沉淀池表面负荷控制在1.0-1.5m³/(m²·h)以确保泥水分离效果。我们选用了高效节能的潜水搅拌机、低噪音鼓风机以及耐腐蚀的管道材料。对于深度过滤单元,采用石英砂过滤器,滤速控制在8-10m/h,确保出水SS低于10mg/L。所有设备均来自国内一线品牌,并核对了产品样本与设计参数的吻合度,避免“大马拉小车”或能力不足的情况。
除了设备性能,我们还考虑了设备的安装与维护便利性。例如,将加药装置集成在撬装模块上,便于现场安装与调试;预留了检修通道和吊装孔,方便日后设备更换。同时,我们与客户确认了电气控制柜的安装位置,确保防爆等级符合化工厂区要求。在设计过程中,我们利用三维建模软件进行空间模拟,验证管道走向与设备布局的合理性,避免碰撞与干涉。最终方案得到了客户技术团队的认可,并针对他们提出的几个优化点进行了调整,比如增加了一台备用泵以提高系统可靠性。这一阶段的细致工作为后续顺利安装调试打下了良好基础。
安装调试与效果验证
安装调试阶段,我们严格按照施工计划推进。首先复核安装位置的空间尺寸、承重和通风条件,确保满足设备要求。例如,好氧池的曝气管道安装需保证水平度,避免曝气不均;沉淀池的出水堰需调整至同一水平面,保证出水均匀。在设备吊装过程中,我们使用专业吊具,避免设备损伤。电气部分,我们按照图纸接线,并进行绝缘测试与接地检查。整个安装过程历时两周,期间与客户现场人员密切配合,及时解决了一些预料之外的问题,如管道法兰不匹配、电缆长度不足等。安装完成后,我们进行了单机试车和联动试车,确认各设备运转正常。
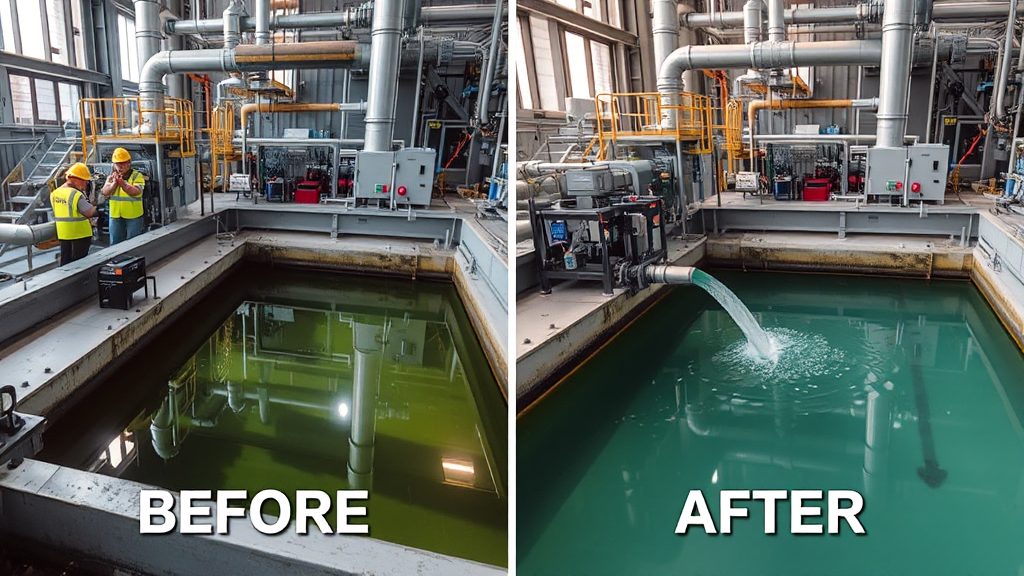
效果验证阶段,我们进行了为期一周的连续运行测试。每天采集进出水水样,检测COD、BOD、SS、氨氮、总磷等指标。结果显示,出水COD平均值为45mg/L,BOD为10mg/L,SS为8mg/L,氨氮为5mg/L,总磷为0.5mg/L,全部优于排放标准。同时,我们记录了系统的能耗数据,吨水电耗约为0.45千瓦时,低于客户预期。客户对处理效果非常满意,特别提到出水清澈透明,无异味。我们还协助客户建立了日常运维制度,包括巡检路线、药剂投加记录、设备保养周期等。项目交付后,我们进行了客户满意度调查,客户评分达到9.5分(满分10分),并表达了后续合作的意向。
经验总结与改进建议
通过本项目的实施,我们总结出几点关键成功因素。首先,前期现场勘查与需求分析必须全面细致,这是方案设计的基础。其次,设备参数匹配度至关重要,选型时不仅要满足当前工况,还要考虑余量和节能。第三,安装位置与空间条件必须提前核实,避免现场返工。此外,与客户的沟通贯穿始终,及时反馈进度和问题,有助于建立信任。在后续优化方面,我们建议客户定期校准在线监测仪表,并根据水质变化调整加药量,以保持最佳处理效果。同时,建立设备档案,记录运行数据,便于故障追溯和预防性维护。
改进建议方面,我们注意到在项目初期,客户对设备维护的重视程度不够,导致一些易损件未及时备货。因此,我们建议客户在设备投运前就制定备件清单和采购计划。另外,自动化系统的报警参数可以进一步细化,例如增加鼓风机电流异常报警、加药泵低流量报警等,提升系统的智能化水平。从投资回报角度看,该项目预计3年内即可通过节能和节省排污费收回投资。本案例也适用于其他类似规模的化工废水处理项目,只要根据具体水质和场地条件灵活调整工艺参数,就能获得良好效果。我们期待将这些经验应用到更多项目中,为客户创造更大价值。